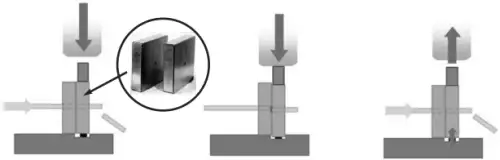
切割机主要用于金属和非金属行业。一般而言,非金属行业的分类更为详细,例如水切割机和锯齿切割机用于切割石材。用于切割织物或塑料以及化纤产品的激光切割机和刀片切割机;金属材料的切割和等离子切割机,锯齿形切割机,火焰切割机等。 目前,在棒材切割领域中,主要使用锯齿型切割机。这种类型的切割机在切割直径大于40毫米的棒材时具有优势。在直径小于40毫米的条形材料切割领域,切割方法不仅是锯切,而且还有机械或液压冲击剪切。 为了满足生产中细长棒,金属线材和型材的快速,精确切割要求,设计了液压冲击棒快速切割机。该设计专门描述了切割机锤头,缓冲和进料系统三个部分的设计原理和相应的液压控制原理。 1.切割机的设计原理由材料在大变形下产生的大量塑性功导致材料的局部温度升高。局部温度升高进一步导致材料的热软化,导致更大的变形,最终导致材料的破坏。这是金属材料中经常发生的重要失效模式。切割机是根据此基本原理设计的,其工作过程如下: 步骤1:送料系统送入棒料。 步骤2:锤头撞击模具,将棒料热软化并切割,底部缓冲机构吸收模具的动能以使其平稳停止。 步骤3:缓冲机构弹出模具并将其恢复到初始位置。进纸系统再次进纸,并继续重复上述步骤。
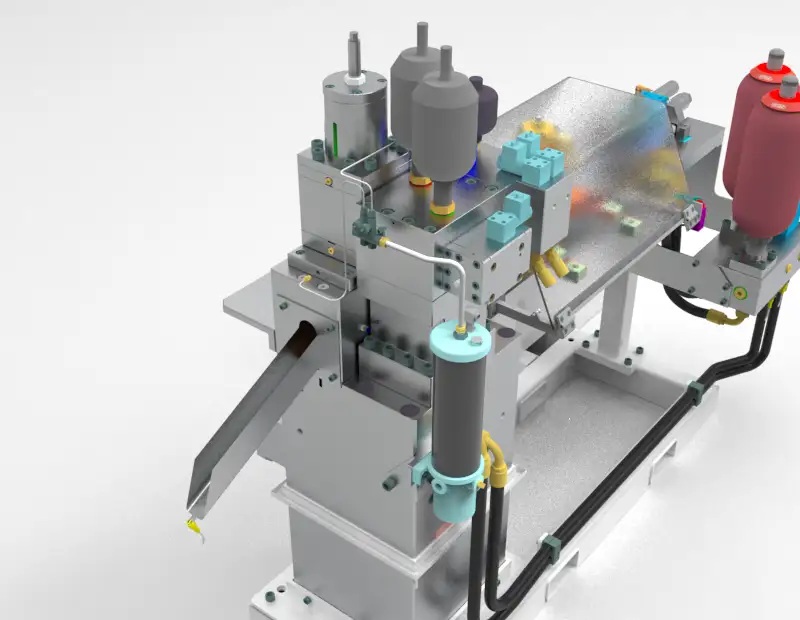
提出了一种液压冲击棒切割机的新设计方法。设计主要包括三部分:锤头,缓冲和进料系统。通过实际的切割测试,每分钟长度为25毫米的钢筋数量为150,长度误差小于0.05毫米。冲击切割机的设计对切割机设计领域具有启发性和参考意义。 2. 3D数字模型可编辑基于CREO 4.0的功能,以进行改进。包括stp格式的文件。文件总计55MB。
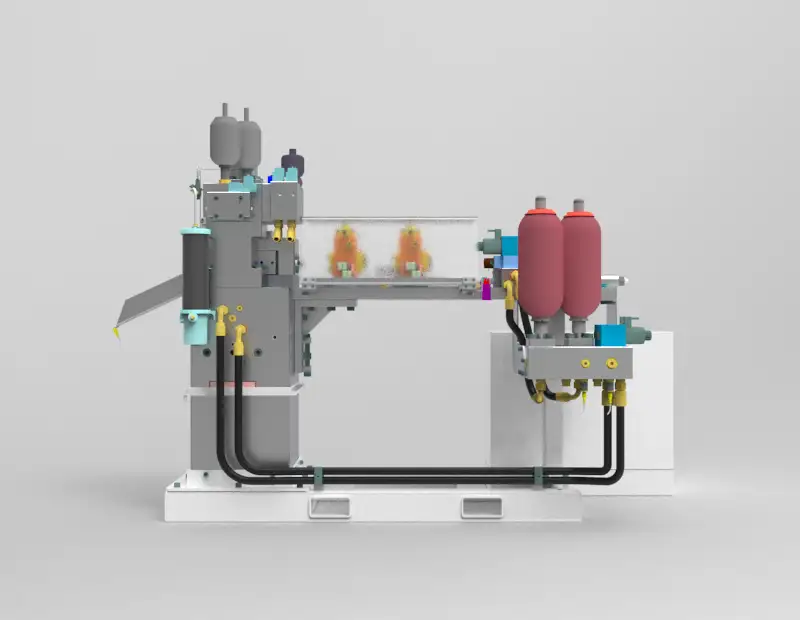
正视图 3.切割机系统的可靠性分析在提高控制系统的可靠性方面,主要有两种技术:一种是预防和减少故障的发生,称为错误避免技术;另一种是防止错误的技术。另一种是在系统的某些部分发生故障时保持系统正常运行。工作技术称为容错技术。避错技术是系统可靠性的技术基础,容错技术是可靠性的补救和保证措施。设计的切割机控制系统从以下几个方面提高了系统的可靠性: 1.简化系统结构。系统结构越简单,组件越少,系统的可靠性就越高。 2.提高控制系统的抗干扰能力和环境适应性。 |