|
宝马车模型轮胎 813M3 产品图如图 1 所示,产品最大外形尺寸为Φ9.25 mm x 3.90 mm,平均胶位厚度 0.50mm,塑件材料为 PVC,缩水率为 1.020,塑件的技术要求不得存在披峰、注塑不满、流纹、光泽不好、气孔、翘曲变形、银纹、冷料、喷射纹、气泡、变色、等各种缺陷,塑件成型中不得使用脱模剂。
从图 1 可以看出,塑件为宝马车模型轮胎,塑件尺寸较小,外观与尺寸比例均按原车等比例缩小,外圆周有花纹图案,图案有规律地均匀布置,出模形成倒扣,内径有单边 0.45mm 的倒扣,加之塑件本身的要求较高,因此,模具设计的关键在于塑件的脱模和顶出。 塑件尺寸和形状决定了无法采用顶针顶出,内外均有倒扣,因而无法采用一般的顶出方式出模,由于采用的PVC 为软质塑料,多数情况下是采用气动强行脱模。本套模具的塑件由于尺寸太小,气动顶出困难,因此设计了二次顶出的模具结构。 塑件批量很大,塑件尺寸很小,故设计了 1 模出 24 的型腔排位。模架为非标 DCI2330,型腔和型芯均为圆形镶通,止动销防转。PVC 塑料流动性很差,塑件胶位厚度只有 0.5mm,采用细水口转大水口的浇口设计,塑件脱模后,主流道在塑件的顶面形成封闭形,必须采用专用的夹具(手动冲床)冲压切除,这样就不会影响塑件的外观。 模具制造要点:由于 PVC 为热敏性塑料,成型时会释放出一种对模具有强烈腐蚀性的气体,故成型零件必须采用耐腐蚀钢材加工,采用瑞典一胜百公司的 S36H 或日本大同公司的 PAK90 加工。塑件外形圆周的花纹要求较高,此部分胶位在定模和动模各占一半,型腔的加工不能采用机械加工或电火花加工,需要采用精密铸造的方法加工。
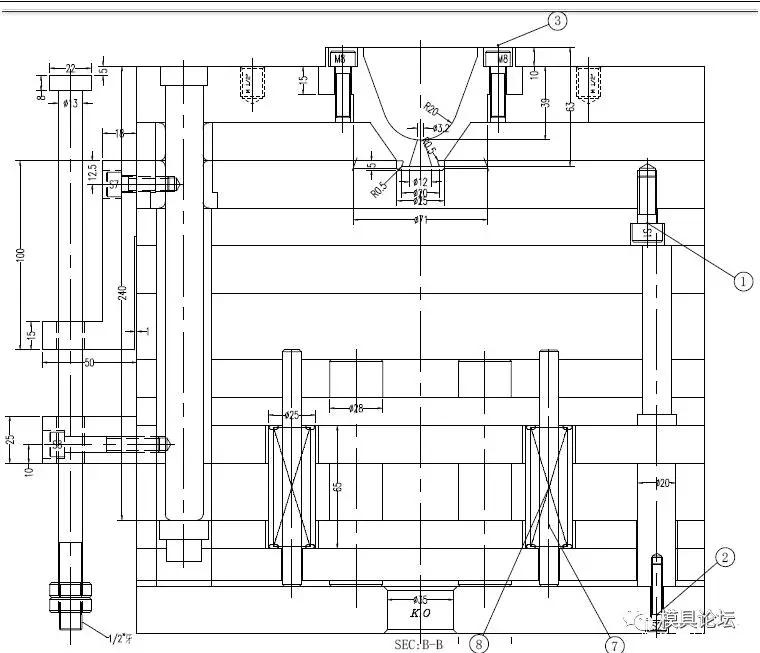
模具采用二次顶出的方式解决脱模问题,双层顶针板结构,首先拉杆拉动上层顶针版,由司筒 10 将塑件从动模型腔顶出,使塑件外形具有变形空间,紧接着下层顶针板上的司筒中心的顶针将塑件从司筒上顶出,此顶出为强制脱模,司筒也为非标司筒,其与塑件接触的头部尺寸较大,因此,在顶针板上没有杯头,用压块压住。 下层顶针板的顶出为注射机驱动。两层顶针板均有回针回位。 图 2 宝马车模型轮胎 813M3 模具图 |